发布时间:2022-01-12 15:38:49 人气: 0 来源:创始人
汽车车灯主要是用做照明,可以说是汽车的眼睛,车灯是对所有汽车照明系统的统称。汽车车灯外观要求高,几个重要零件都是透明件,电镀件等,可以说汽车外观要求最高的零件就是车灯,因而对模具设计与制造要求极高。

进胶方式:做模流分析,进胶点数和位置及熔接痕给客户确认。开模之前,夹合线的位置需给客户确认。模具钢料:透明产品采用NAK80或者S136H,需提供原厂材质证明,前后模硬度错开。

反光产品前模采用NAK80或者S136H (HRC32-36),需提供原厂材质证明,后模可以用锻钢HRC30-34。BMC材质的产品前后模钢料采用8407(需达到高抛光效果),并提供原厂材质证明,前模HRC46-50,后模HRC44-48。

它产品的钢材采用锻钢(需达到抛光效果)HRC32-36,内抽芯件的侧面空0.03MM,加耐磨块。排气开通到模胚外,排气开前模,前后模PL面有效封胶外都做避空。加大面积平衡块并需开通排气槽。
透明产品/散光产品抛光,不能过油石,省模到1000#砂纸再抛光,其它件普通600#,BMC模具/胶位面/花纹面:CNC做中光再放电配模,飞完模后再高速机一次到位,20000转,后模所有胶位件装配好后一起精锣。BMC的模具用3MM以下刀精光,BMC产品钢料不能烧焊,镀铝面的钢料不能烧焊。

透明/花纹的如需烧焊,需从本料上切钢料经打磨抛光再烧,还需回火,BMC材料的产品,模具上不能有任何利角(包括底孔),加硬前先深孔钻加工发热管孔(正0.02),配好发热管再加硬,发热管本身负0.05-0.1。
周圈顶块的需做2度斜度以防夹产品。避免尖角,R角尽可能大热处理工艺和质量(可以到材料厂加硬)真空热处理。
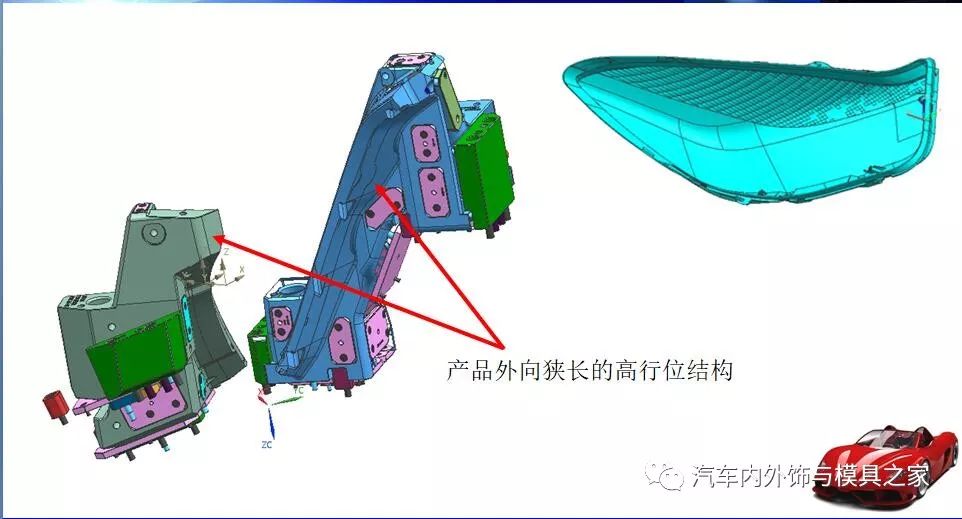
车灯案例:透镜
产品材料: 透明PC
钢材CAV / COR: NAK80或者S136H(HRC33-37),需提供原厂材质证明,前后模硬度错开。产品高抛光,不能过油石,省模到1000#砂纸再抛光。胶位面/花纹面:CNC做中光再放电配模,飞完模后再高速机一次到位,20000转,后模所有胶位件装配好后一起精锣。
钢料不能烧焊,如需烧焊,需从本料上切钢料经打磨抛光再烧,还需回火。
为防夹产品,顶块做2度斜度。排气开通到模胚外,排气开前模,前后模PL面有效封胶外都做避空。平衡块需开通排气槽,内抽芯件的侧面空0.03MM,加耐磨块。
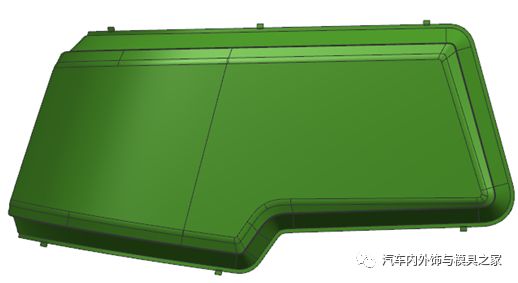
车灯案例:装饰框
产品材料 PBT P4500
散光产品表面镀铝
进胶:模流分析出位置和点数并指出熔接纹,给客户确认
钢材:CAV: NAK80或者S136H(HRC33-37), 需提供原厂材质证明
COR:锻钢 HRC31-35,产品高抛光,不能过油石,省模到1000#砂纸再抛光.前模(反光面)不能烧焊,CNC做中光再放电配模,飞完模后再高速机一次到位,20000转,后模所有胶位件装配好后一起精锣。排气开通到模胚外,排气开前模,前后模PL面有效封胶外都做避空。平衡块需开通排气槽。
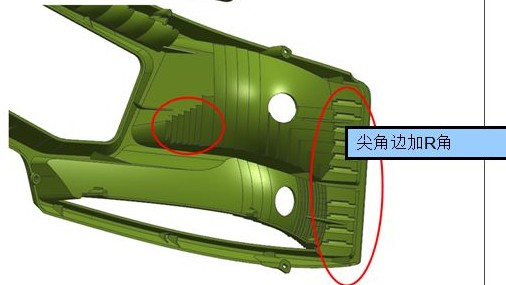
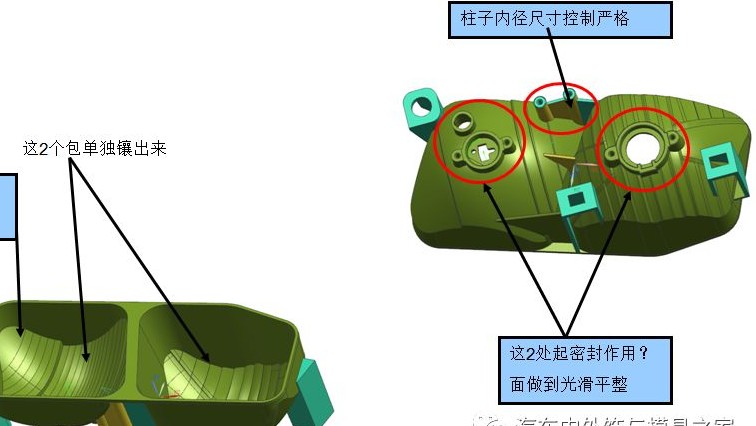
车灯案例:反射镜
产品材料 BMC 属特硬材料
进胶:前后模钢料采用8407(需达到高抛光效果),并提供原厂材质证明,前模HRC46-50,后模HRC44-48。
前模(反射面)抛光,不能过油石,省模到1000#砂纸再抛光,后模普通600#
CNC做中光再放电配模,飞完模后再高速机一次到位,20000转,后模所有胶位件装配好后一起精锣,用3MM以下刀精光。
BMC产品钢料不能烧焊,热处理工艺和质量(可以到材料厂加硬)真空热处理
模具上不能有任何利角(包括底孔), R角尽可能大,加硬前先深孔钻加工发热管孔(正0.02),配好发热管再加硬,采购发热管本身需负0.05-0.1。
排气开通到模胚外,排气开前模,前后模PL面有效封胶外都做避空。平衡块需开通排气槽。
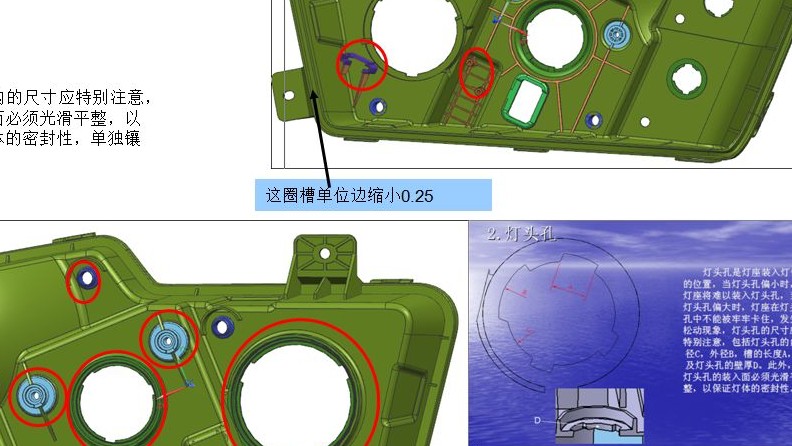
车灯案例:灯壳
产品材料 PP+T30
钢材 CAV:锻钢 HRC32-36
COR:锻钢 HRC30-34,省模普通600#。






 QQ客服
QQ客服